Cutting blade cooling
Technology description
| The name of the technology: | Cutting blade cooling |
|---|---|
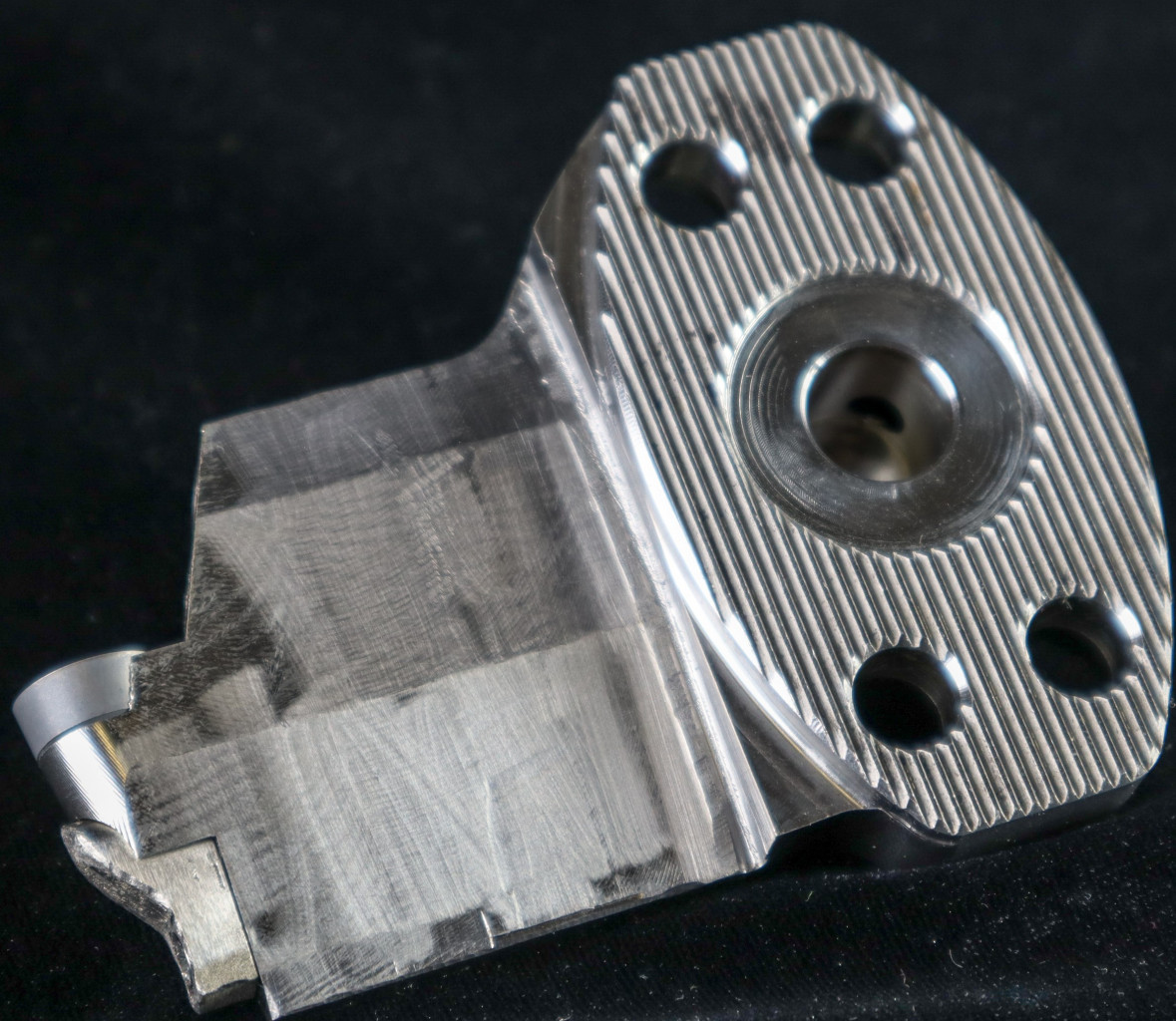
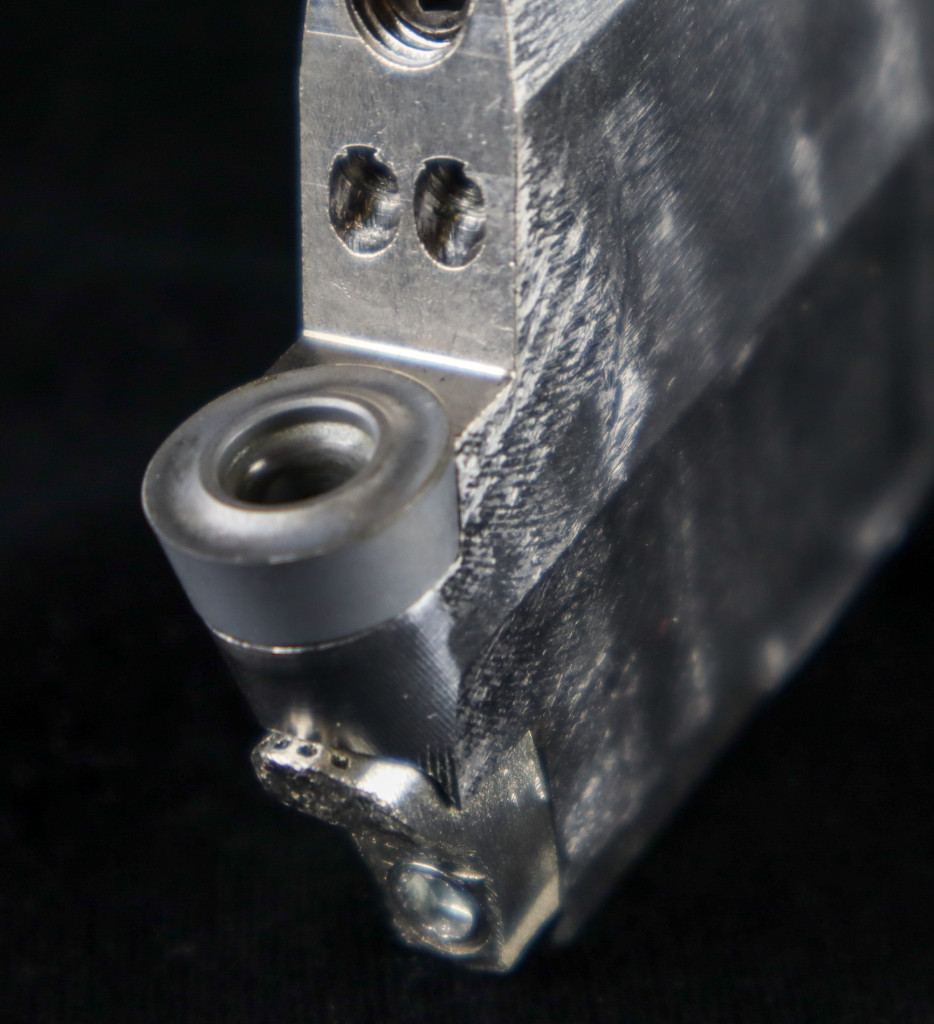
| Challenge: | The currently used method of cooling replaceable circular cutting blades (hereinafter referred to as "RCB") is not convenient, mainly because it only covers a limited length of the cutting edge and it is impossible to achieve an effective and directed cooling of the VBD back edge. Our technology increases the efficiency of RCB cooling because it shortens the distance between the mouth of the coolant channel and the cutting edge of the RCB in a very simple way; moreover, it covers the entire length of the used cutting edge. As a result, both the front of the tool and its back are cooled intensively and efficiently, which has a major impact on the service life of RCBs, especially when machining materials of ISO classes M and S. |
| Description: |
The cooling system is built into a standard RCB holder, which is modified so that it is possible to bring the coolant through the center of the tool directly into the clamps and through them directly to the point of cutting. These holders are currently the most commonly used tools, especially for R-shaped RCBs, which are the most commonly used types for rough machining of ISO M and S materials. Consequently, the proposed technical solution is very easily transferable to presently used tools. Thanks to the location of the clamps, the distance between the coolant channel´s mouth and the cutting edge is reduced. This allows the coolant to be directed much better and effectively cover the entire length of the cutting edge used. The solution also significantly lowers spatter and pressure and volume losses between the coolant channel´s mouth and the cutting edge. Clamps are manufactured with the help of additive technologies and thanks to this it is possible to form the end of the coolant channel so that the pressure increases. This effect is achieved by gradually narrowing the coolant channel into a nozzle shape. Coolant channels do not have to have a circular cross-section only; non-circular option is used especially in back cooling, where the entire length of the used cutting edge is covered. |
| Commercial opportunity: | Entities operating in the area of the production of tools and tool systems have the potential to use the technology commercially, as well as the production companies engaged in the machining of materials of ISO M and S classes themselves. |
| IP protection status: | Patent application No. EP20466004.7 filed. |
| Development status: |
Phase 3Corresponds with TRL 5 and TRL 6 Technology validation and implementing it in real environment. Testing the technology outside of the laboratory and its adjustment to external conditions.
|
| Partnering strategy: | Collaboration licensing |
| More information: | |
| Images: |
|
| Categories: | Mechanical Engineering |
| Institution: | University of West Bohemia |
| Owner of a technology: | University of West Bohemia |